




RTO
RTO技术与RCO技术,作为时下处理VOCs应用最广泛的两种技术,从名字看上去就有些类似,这让不少人产生了混淆。这两种技术的工作原理是如何,性能和其他诸多方面又有着怎样的区别呢?
RTO与RCO的处理机制
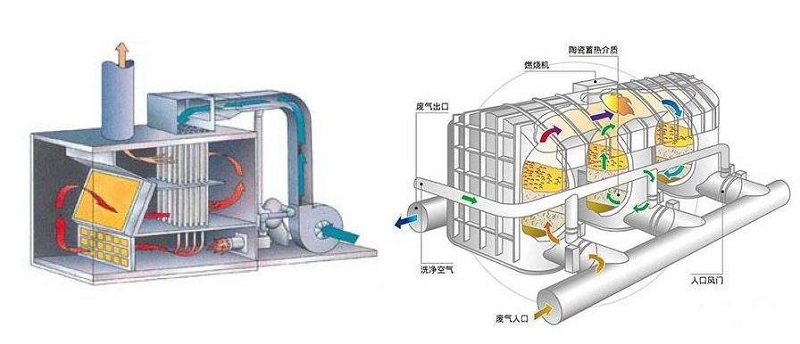
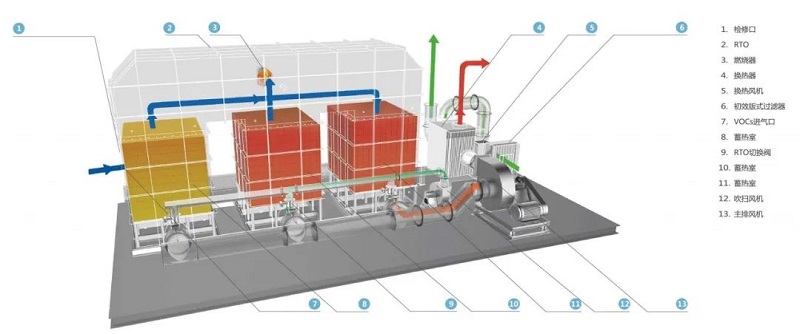
RTO(Regenerative Thermal Oxidizer,蓄热室氧化器)原理是把有机废气加热到760 ℃以上使废气中的VOC氧化分解成CO2和H2O。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此蓄热用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。RTO技术适用于处理中低浓度(100-3500mg/m3)废气,分解效率为95%-99%。
RTO与RCO的处理机制
RTO(Regenerative Thermal Oxidizer,蓄热室氧化器)原理是把有机废气加热到760 ℃以上使废气中的VOC氧化分解成CO2和H2O。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此蓄热用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。RTO技术适用于处理中低浓度(100-3500mg/m3)废气,分解效率为95%-99%。
RCO
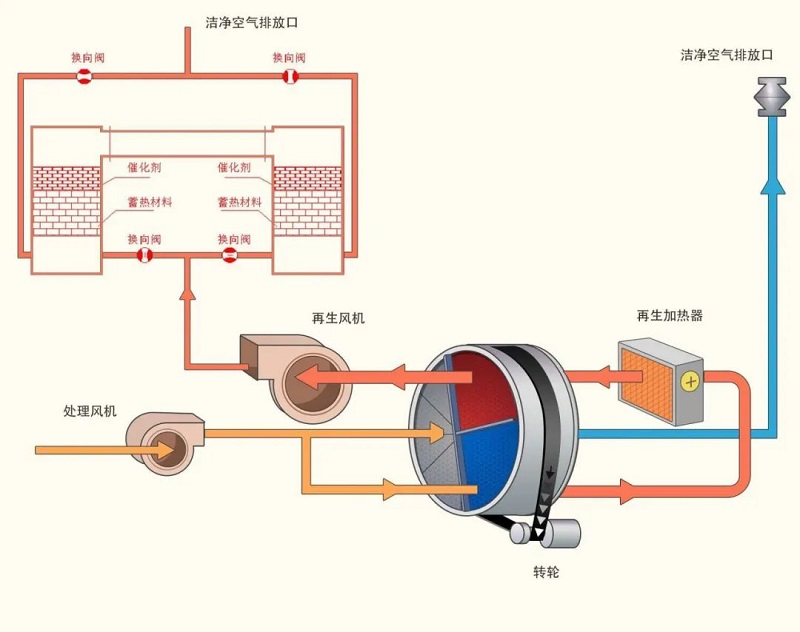
RCO(Regenerative Catalytic Oxidation)原理是:第一步是催化剂对VOC分子的吸附,提高了反应物的浓度;第二步是催化氧化阶段降低反应的活化能,提高了反应速率。借助催化剂可使有机废气在较低的起燃温度下,发生无氧燃烧,分解成CO和H2O放出大量的热,与直接燃烧相比,具有起燃温度低,能耗小的特点,某些情况下达到起燃温度后无需外界供热,反应温度在250-400℃。
RTO和RCO性能区别
达标性
RCO常用为堇青石陶瓷蜂窝为载体的贵金属蜂窝催化剂,贵金属钯Pd、铂Pt为活性成分。由于催化剂对废气成分具有选择性,而化工生产采用多种成分溶剂混合使用,因此任何一种催化剂都不能确保所有成分VOC都能够彻底氧化分解。
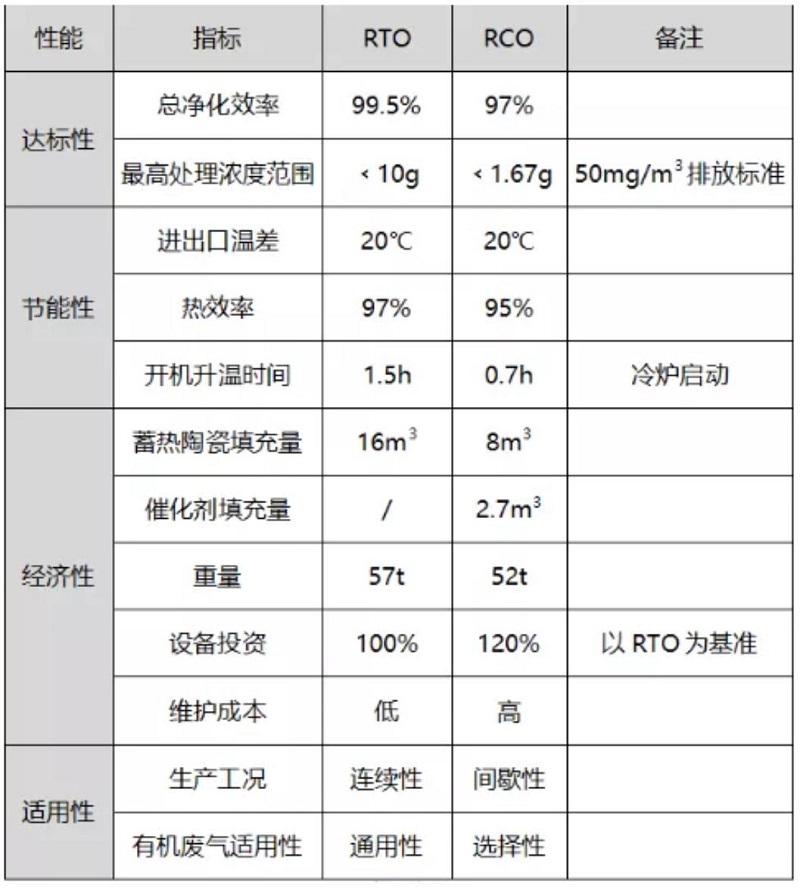
RCO处理VOC有机废气的综合净化效率最高97%,在保证非甲烷总烃排放浓度低于50mg/m3条件下,RCO对于浓度高于1.67g/m3的废气处理不能达标排放。
节能性
热效率是指,实际利用的热量与理论可利用总热量之比。炉体的表面热量损失和余热回用能力是影响其热效率的两个重要因素。经测试,RTO热效率约为97%,RCO热效率为95%。
测试中RTO蓄热砖填充量为16 m3,在冷炉启动工况下,RTO开机升温至800℃时间为1.5h。RCO蓄热砖填充量为8 m3,另陶瓷载体的催化剂为2.5 m3,在正常启动工况下, 陶瓷填充量较少的RCO开机升温至400℃时间为0.7h。在冷启动阶段RCO消耗的热量较少。
经济性
从设备制造的经济性能来看,RTO和RCO蓄热陶瓷填充量分别为16 m3和8 m3,但RCO还需填充2.7 m3的催化剂(催化剂的空速按15000 h-1选择,催化剂用量△=(风量÷空速)×10/12=2.4,考虑催化剂的实际填充情况,实际需要填充的催化剂在2.7m3)。
普通品牌的贵金属催化剂的价格约17 万元/m3;RCO与RTO的整体结构和其他配置基本相同,即RCO设备的投资约是RTO设备的1.2倍。
RCO催化剂的使用寿命为8000-10000小时,如生产工况为24h,280天/年,即催化剂的寿命约1.5年,陶瓷蓄热体的寿命在约8年。RTO因更换陶瓷蓄热体的维护费用约2.4万元/年,RCO因更换催化剂和陶瓷蓄热体需要的维护费用约31.8万元/年,RCO其他部件的维护和RTO相同。
适用性
RTO适用于连续性排放浓度较高的生产工艺废气处理,对于生产工艺中挥发的所有VOCs废气都可有效处理。
RCO冷启动快、成本低,适用于间歇性的生产工况废气处理。废气中不能有S、P、AS、卤素等使催化剂中毒的成份,且对于废气中的微量粉尘需深度过滤,否则将影响催化剂的效果;含S、CL等腐蚀性的废气在RTO、RCO中都不能处理。
RCO常用为堇青石陶瓷蜂窝为载体的贵金属蜂窝催化剂,贵金属钯Pd、铂Pt为活性成分。由于催化剂对废气成分具有选择性,而化工生产采用多种成分溶剂混合使用,因此任何一种催化剂都不能确保所有成分VOC都能够彻底氧化分解。
RCO处理VOC有机废气的综合净化效率最高97%,在保证非甲烷总烃排放浓度低于50mg/m3条件下,RCO对于浓度高于1.67g/m3的废气处理不能达标排放。
节能性
热效率是指,实际利用的热量与理论可利用总热量之比。炉体的表面热量损失和余热回用能力是影响其热效率的两个重要因素。经测试,RTO热效率约为97%,RCO热效率为95%。
测试中RTO蓄热砖填充量为16 m3,在冷炉启动工况下,RTO开机升温至800℃时间为1.5h。RCO蓄热砖填充量为8 m3,另陶瓷载体的催化剂为2.5 m3,在正常启动工况下, 陶瓷填充量较少的RCO开机升温至400℃时间为0.7h。在冷启动阶段RCO消耗的热量较少。
经济性
从设备制造的经济性能来看,RTO和RCO蓄热陶瓷填充量分别为16 m3和8 m3,但RCO还需填充2.7 m3的催化剂(催化剂的空速按15000 h-1选择,催化剂用量△=(风量÷空速)×10/12=2.4,考虑催化剂的实际填充情况,实际需要填充的催化剂在2.7m3)。
普通品牌的贵金属催化剂的价格约17 万元/m3;RCO与RTO的整体结构和其他配置基本相同,即RCO设备的投资约是RTO设备的1.2倍。
RCO催化剂的使用寿命为8000-10000小时,如生产工况为24h,280天/年,即催化剂的寿命约1.5年,陶瓷蓄热体的寿命在约8年。RTO因更换陶瓷蓄热体的维护费用约2.4万元/年,RCO因更换催化剂和陶瓷蓄热体需要的维护费用约31.8万元/年,RCO其他部件的维护和RTO相同。
适用性
RTO适用于连续性排放浓度较高的生产工艺废气处理,对于生产工艺中挥发的所有VOCs废气都可有效处理。
RCO冷启动快、成本低,适用于间歇性的生产工况废气处理。废气中不能有S、P、AS、卤素等使催化剂中毒的成份,且对于废气中的微量粉尘需深度过滤,否则将影响催化剂的效果;含S、CL等腐蚀性的废气在RTO、RCO中都不能处理。
